邯郸箱型柱电话





- 面议
- 2024-11-12 05:46:08
- 箱型柱
- 王子福 13706386965
- 莱芜市首晟钢结构有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
多高层钢结构设计时,往往采用箱型柱,规范上说箱型柱中的隔板要与柱四面焊接。可是施工时,普遍反应只能三面焊接,后一面无法施工,规范中要求采用电渣压力焊,可是焊枪如何进去呢? 1. 先焊好相对的两面,另两面有类似通过钢筋的孔,通过孔注入焊剂,之后钢筋连接电流融化焊剂。孔后被焊剂熔化封上了 2. 先焊三面点焊,后一面有隔板的用电渣焊。就是在隔板周围加衬条,然后把后一面盖上,然后打底焊。用的电渣焊机进行焊接。然后再门式埋弧焊盖面,基本就成型了。 3. 一般先焊两边,另两边采用电渣压力焊。 电渣焊是箱型柱隔板焊接的正规方法,像分段和打孔塞焊制作都是土办法,操作是不符合规范的。 熔嘴电渣焊已经比较普遍了,焊接时要两面同时施焊,避免构件弯曲变形,要求板厚不能小于14mm,小了容易焊穿。
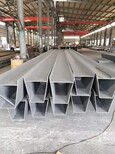
箱型柱(方箱柱),三维钢构,高层钢框架、重型钢结构厂房等,抗扭和抗翘曲刚度大、整体性优、稳定性好、受力均匀、安装方便等。
箱型柱焊接的难点主要在于: 柱内的空间小,用一般的焊接方法(如二保焊和手弧焊等)只能完成其中三条焊缝的焊接工作,在封上第四块壁板形成封闭的箱形空间后,后一道焊缝如何施焊才是关键。
箱型柱的形状好似一个大铁箱子,所以起名“箱型柱”。在建筑工程当中经常会使用到,尤其是在钢结构厂房项目中。在诸城恒强钢构车间,你能看到箱型柱加工的整个过程。从开始下料再到组装焊接等所有工艺加工过程。在全部环节中,箱型柱的焊接工作则是重中之重。
由于钢板经过扭曲加工,焊缝不是规则线形,焊接时应连续作业。焊接时尽量采用较小的热输入,采用多层多道焊,每道焊缝不得过宽。每层每道的焊缝接头应该相互错开,每层至少错开25 ~ 30 mm,以起弧点的缺陷不会集中在一起且能够被后续焊缝熔掉。每层焊缝焊接完成后,在清理焊渣及飞溅时,顺便对焊缝进行锤击处理,以消除部分焊接内应力。
箱型柱为钢框架结构中重要构件之一,内置隔板,要求四面全熔透焊接。一般情况下焊接加强隔板处都有对应的钢梁(牛腿)与之连接,箱型柱在与之连接的钢梁(牛腿)翼缘上下各600mm 的节点范围内,箱型柱翼腹板间的主角缝也要求全熔透。因此正确的制作方法与合理的装配顺序尤为重要。
- 箱型柱
- 钢结构
- 王子福



