关键词 |
出售箱型柱,箱型柱供应商,东莞箱型柱,销售箱型柱 |
面向地区 |
全国 |
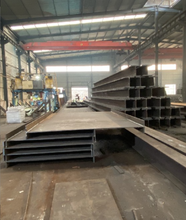
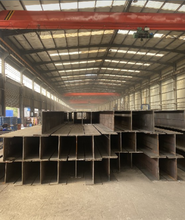
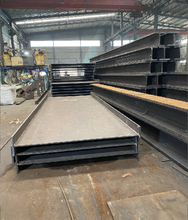
箱型柱的形状好似一个大铁箱子,所以起名“箱型柱”。在建筑工程当中经常会使用到,尤其是在钢结构厂房项目中。在诸城恒强钢构车间,你能看到箱型柱加工的整个过程。从开始下料再到组装焊接等所有工艺加工过程。在全部环节中,箱型柱的焊接工作则是重中之重。
由于钢板经过扭曲加工,焊缝不是规则线形,焊接时应连续作业。焊接时尽量采用较小的热输入,采用多层多道焊,每道焊缝不得过宽。每层每道的焊缝接头应该相互错开,每层至少错开25 ~ 30 mm,以起弧点的缺陷不会集中在一起且能够被后续焊缝熔掉。每层焊缝焊接完成后,在清理焊渣及飞溅时,顺便对焊缝进行锤击处理,以消除部分焊接内应力。
箱型柱拼装工艺方法: 1.以上盖板作为拼装基准,在其拼装面上按施工图要求分别放出隔板及侧腹板装配线,并用样冲标志。 2.先拼装上盖板与隔板,拼装在胎模上进行,装配好后,须施焊完毕方可进行下道工序。 3.腹板装配前须检查腹板的平直度,装配时采用一个方向装配,先定位中部加劲板,后定位腹板。 4.箱体结构整体拼装在U型结构全部完成后进行,先将U型结构腹板边缘矫正好,使其不平度〈L/1000 ,然后在下盖板上放出腹板装配定位线,翻转与U型结构拼装,采用一个方向装配,定位点焊采用对称施焊法。 5.隔板后一面焊接采用电渣压力焊接,采用设备电渣压力焊焊接。